Reliability as a study is closely linked to the development of industrial technology. To historically delineate this is somewhat difficult, but is closely related to the development of interchangeable parts. With interchangeable parts, items are design to be uniform in their characteristics and function. In contrast to earlier means of production done by artisans andContinue reading "A Short History on the Origins of Industrial Reliability"
Cube 3D RepRap Conversion
The Cube 3D was released by 3D Systems in 2014. It is a nice printer but was mostly locked-in to their ecosystem. Since support and cartridge production has mostly ceased these can be found on eBay for <200 USD. I saw some posts on Reddit and Thingiverse about converting these to open-source RepRaps, and rememberedContinue reading "Cube 3D RepRap Conversion"
State of the Descartes 2019-12-22
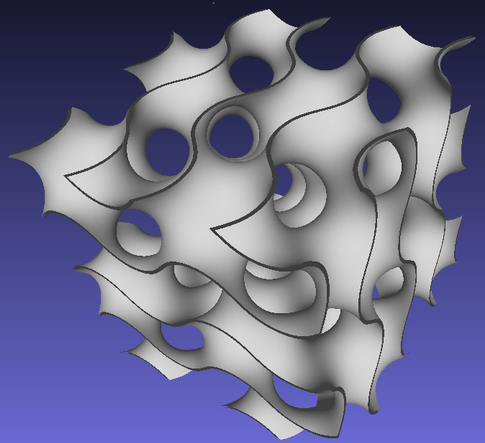
Since my last post I have ended in somewhat of a rabbit hole. A good one at that. My original intentions and goals were performance and feature oriented. The past few months I have been taking a more foundational approach to implicit solid modeling in Julia, with a focus on meshing. As part of myContinue reading "State of the Descartes 2019-12-22"
Meshing v0.5.0
I am happy to announce the release of Meshing 0.5.0. The biggest additions to this release are several performance improvements, documentation, and the introduction of a more generic API. A full write up of the new features is here: https://discourse.julialang.org/t/ann-meshing-0-5-0/29034 Docs: https://juliageometry.github.io/Meshing.jl/dev/
How Ecological are 3D Printers?
Over the past few years I have been to a few presentations by HP on their Jet Fusion technology. By most metrics, Jet Fusion is the most-efficient and highest quality additive manufacturing technology. However, the current systems cost over 100k USD. This means for small-run and distributed manufacturing, FDM additive manufacturing is probably the bestContinue reading "How Ecological are 3D Printers?"
State of the Descartes 2019-06-09
In my last post about Descartes I outlined some overall objectives of the development going forward: OpenSCAD near-feature parity Forward differentiable representations Meshing approaches for sharp corners (e.g. Dual Contours) Oct-Tree sampling approaches (and interpolation of the functional representation) All of the above objectives have been touched upon since my last post. OpenSCAD feature parityContinue reading "State of the Descartes 2019-06-09"
State of the Descartes: 2019-04-20
The biggest accomplishment recently is reworking the Descartes system to run on Julia 1.0. I last programmed heavily on 0.5 and made sparse updates to my packages for 0.6, but never fully acclimated to the differences. Going to 1.0 was a big change and I made it more difficult by not using 0.7 to getContinue reading "State of the Descartes: 2019-04-20"
How to generate a package for Julia 1.1
This is part of the "Relearning Julia Series"... In short, use PkgTemplates.jl. PkgTemplates now provides the old Pkg/PkgDev.generate function. Background Since 0.6 several things have changed in the Julia ecosystem. One in particular is the package manager. There is a very powerful project and environment system now available to all users, which makes the systemContinue reading "How to generate a package for Julia 1.1"
Printrbot Part 3 : Bowden Setup
I totally forgot to write about my bowden setup. I will keep this brief, because it is very simple. Below are pictures of the parts with comments. Above is the bowden coupler. I parameterized it better and simplified the script over the original. The new script allows me to take into account offsets in the holeContinue reading "Printrbot Part 3 : Bowden Setup"
Printrbot Part 2
I have been taking my time putting it together, slowly assembling. I think in my old age(18) I've started becomeing more meticulous :p. Anyway, I am pretty much completed with the build. Over all goal were met. It is transportable, and very light. It should serve as a good hacking platform. It is going toContinue reading "Printrbot Part 2"
